-

Sre Ambal Garments
Garment Manufacturer & Exporter
-

Quality
Quality Knitted Garments from SAG
Infra-Strength
Our aim is to manufacture the good quality of garments as per buyers’ specifications and deliver them with the right quality and on time. Our productions are undertaken in highly sophisticated imported machineries with skilled laborers and carefully supervised by technically qualified team of persons.Our Infrastructure
With latest imported knitting machines and paramount precision, we produce uniform, high quality and comfort fabrics in diverse texture and GSM. We knit different types of fabrics such as Interlock, Rib, Jersey, Airtex, Honey Comb, Lycra Jersey, Fleece and Mini Jacquards in various structures and patterns.

We are capable of doing Solid Dyed, Yarn Dyed, Cold Pigment Dyed, Garment Dyed over print, Tie & Dye, Dip Dye and Indigo Dyed. We have a cluster facility for dyeing the fabrics in 100% cotton and blends or 100% polyester and Lycra blends are processed to international quality standards.

Mandatory fabric inspection is done, by our quality team to ensure defect free fabrics for the enhancement of garment quality.
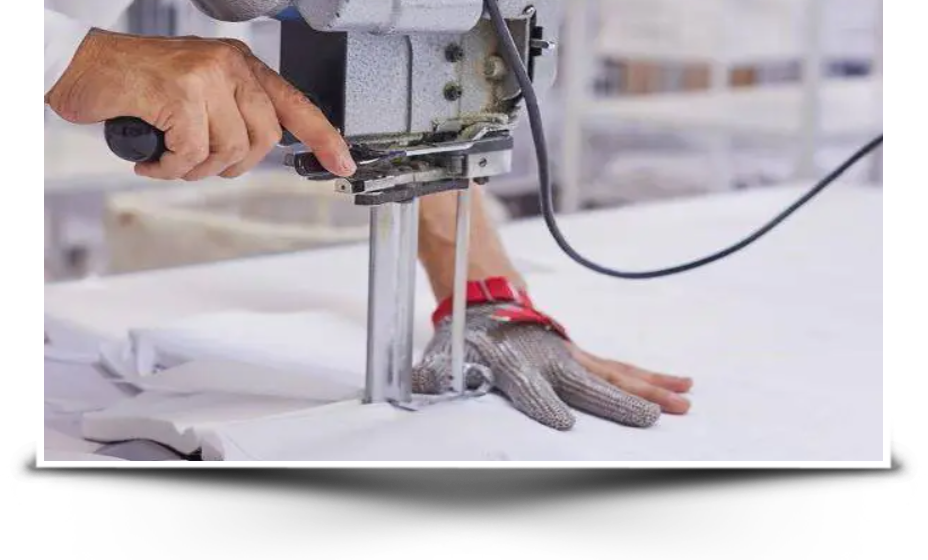
Cutting unit equipped with latest CAD/CAMS to provide precision cutting consistently from EASTMAN-USA, with automatic spreader and Band knife, Straight knife and other supportive equipments. Fabric is relaxed to control shrinkage.
Cutting unit equipped with latest CAD/CAMS to provide precision cutting consistently from EASTMAN-USA, with automatic spreader and Band knife, Straight knife and other supportive equipments. Fabric is relaxed to control shrinkage.
Sre Ambal Garments employs computerized embroidery machines to set new trends with its Punching, Designing, Appliqué Cutting and Roll Fusing process. As a fore-runner in the industry, with a history of experience, we set innovative and unique designs.

We produce innovative and trendy designs in pigment, reactive and discharge up to 10 colours with engineered repeat options.
We are also capable of pigment and Plastizol prints, Thermal transfer printing, Flock printing and Specialized prints using latest print techniques as Sublimation Printing and Digital Printing.
We are also capable of pigment and Plastizol prints, Thermal transfer printing, Flock printing and Specialized prints using latest print techniques as Sublimation Printing and Digital Printing.

We are a proactive customer-oriented garment company and our business vision is to achieve profitability through productivity, with a clear focus on this end-objective, we ceaselessly strive towards competitiveness. To be a proactive organization that sets high standards through timely delivery of high quality garments through continuous modernization and innovation.
Sre Ambal Garments was started with a vast experience of the knitwear industry with the vertically integrated infrastructure, Sre Ambal Garments has capacity to produce 3,50,000 Garments Month.
Sre Ambal Garments was started with a vast experience of the knitwear industry with the vertically integrated infrastructure, Sre Ambal Garments has capacity to produce 3,50,000 Garments Month.

The finishing unit is spread across independent checking, ironing, packing and shipping facilities.
Customized packing for specific clients and standard packing methods are both used to ensure safe transit of the products. Packing measures conform to international norms and are periodically updated and monitored by a QA team.
Customized packing for specific clients and standard packing methods are both used to ensure safe transit of the products. Packing measures conform to international norms and are periodically updated and monitored by a QA team.
